



一种热隔膜成型用分级压力控制真空装置,包括主真空罐、第一真空管路、第二真空管路,这种分级真空装置真空度控制准确,能够实现精确控制真空热压工艺过程的真空度。
热隔膜成型压力控制装置
Product Description
1.产品名称:
热隔膜成型压力控制装置
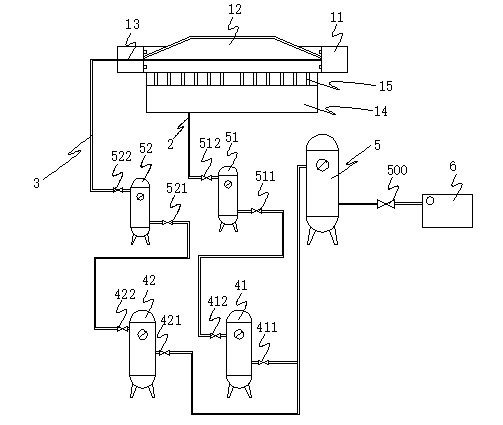
2.工作原理图:
3.产品介绍:
•简介:
一种真空热压成型用分级控制真空装置,所述真空装置包括主真空罐、第一真空管路、第二真空管路,其特征在于,所述的第一真空管路和第二真空管路分别包含多个真空储罐、多个真空计、多个阀门和多段连接管,第一真空管路一端与真空热压成型的工作台面相连,第一真空管路另一端连接至主真空罐的输出端,工作台面密布抽真空孔,台面底部汇集为真空腔体,第二真空管路一端连接至真空热压成型模具的框架上,第二真空管路另一端连接至主真空罐的输出端,所述的主真空罐的输入端连接至真空泵,通过分阶段提高真空泵的真空度实现热压成型模具内真空度的分级控制。
•技术领域:
本发明涉及真空热压技术领域,具体涉及一种真空热压成型用分级压力控制真空装置。
•背景技术:
真空热压成型工艺,广泛应用于热隔膜复合材料成型,并有广阔的应用市场。比如,连续纤维增强的树脂基复合材料具有高的比强度和比刚度,在航空航天、输油管道、高压容器、民用体育器材等领域具有越来越广泛的应用。热隔膜复合材料成型工艺可广泛用于航空航天、汽车、航海、电子电器、建筑、交通、运动器材等领域,随着复合材料工业对成型工艺产品的品质要求的不断提升,特别是对成型工艺的环保及成本方面的要求越来越高,这就促使要求生产工艺、产品质量的不断改进和升级,以保证产品具有极好的强度和刚性。真空热压成型工艺,采用了真空辅助装置和加热装置,在真空加压过程中,如何严格控制真空度,影响预浸料的变形过程,影响到成型过程中纤维和树脂的流动、分配,这些因素严重影响到最终复合材料的性能和尺寸稳定性,因此需要一个能够精确控制真空度的真空辅助装置,避免成型过程中难以控制的压力变化。
然而目前热隔膜复合材料真空热压成型,尚无可以精确控制真空度的装置,导致成型过程工艺不可控、得到产品精度和合格率低。因此,有必要实现一种真空度精确可控并具有缓冲能力的真空热压成型用分级压力控制真空装置,改善热隔膜复合材料热压成型工艺。
4.实施方式:
•实施例一:
请参考工作原理图,一种真空热压成型用分级压力控制真空装置,包括主真空罐5、第一真空管路2、第二真空管路3,所述的第一真空管路2包含大容积储罐41和小容积储罐51以及多段连接管,所述的第二真空管路3包含大容积储罐42和小容积储罐52以及多段连接管,所述的大容积储罐41、大容积储罐42、小容积储罐51和小容积储罐52分别设置有一个真空计,第一真空管路2一端与真空热压成型的工作台面11相连,工作台面11密布抽真空孔15,台面底部汇集为真空腔体14,第一真空管路2另一端连接至主真空罐5的输出端,第二真空管路3一端连接至真空热压成型模具11的框架13上,第二真空管路3另一端连接至主真空罐5的输出端,所述的主真空罐5的输入端通过阀门500连接至真空泵6。通过分阶段提高真空泵6的真空度实现热压成型模具11内真空度的分级控制。
小容积储罐51设置有输入阀门511和输出阀门512,小容积储罐52设置有输入阀门521和输出阀门522,大容积储罐41设置有输入阀门411和输出阀门412,大容积储罐42设置有输入阀门421和输出阀门422。
小容积储罐51和小容积储罐52,编号为A组,容积均为50L。
大容积储罐41和大容积储罐42,编号为B组,容积均为100L。
主真空罐5的容积为500L。
通过分别控制第一真空管路2和第二真空管路3阀门的开合,实现对真空热压成型模具11内真空度的控制,从而达到满足工艺曲线要求的真空度。
分10个段设定并控制储罐的阀门开闭,实现真空热压成型模具内不同时段的阶梯真空度,具体控制过程如下:
准备阶段:开启真空泵6、阀门500、小容积储罐51输入阀门511、小容积储罐52输入阀门521、大容积储罐41输入阀门411、大容积储罐42输入阀门421,使得各个真空储罐都达到初始压力。所有储罐的输出阀门保持开启。
控制阶段:
(1)真空泵6的压力分10个段,真空度逐步提高,每个段持续1分钟。所有储罐的输出阀门保持开启。
(2)储罐输出阀门。A组储罐对应的阀门和B组储罐对应的阀门交替开启1分钟,具体过程为,A组小容积储罐51输入阀门511和小容积储罐52输入阀门521开启1分钟,随后关闭;上述阀门关闭的同时,B组大容积储罐41输入阀门411和大容积储罐42输入阀门421开启,随后关闭,为第2段;B组储罐对应输入阀门关闭的同时,A组小容积储罐51输入阀门511和小容积储罐52输入阀门521开启;如此反复循环。逢阀门关闭则计数1个次,累积计数10次后工艺过程完成,系统真空泵6和所有阀门。
•实施例二:
请参考工作原理图,一种真空热压成型用分级压力控制真空装置,包括主真空罐5、第一真空管路2、第二真空管路3,所述的第一真空管路2包含大容积储罐41和小容积储罐51以及多段连接管,所述的第二真空管路3包含大容积储罐42和小容积储罐52以及多段连接管,所述的大容积储罐41、大容积储罐42、小容积储罐51和小容积储罐52分别设置有一个真空计,第一真空管路2一端与真空热压成型的工作台面11相连,工作台面11密布抽真空孔15,台面底部汇集为真空腔体14,第一真空管路2另一端连接至主真空罐5的输出端,第二真空管路3一端连接至真空热压成型模具11的框架13上,第二真空管路3另一端连接至主真空罐5的输出端,所述的主真空罐5的输入端通过阀门500连接至真空泵6。通过分阶段提高真空泵6的真空度实现热压成型模具11内真空度的分级控制。
小容积储罐51设置有输入阀门511和输出阀门512,小容积储罐52设置有输入阀门521和输出阀门522,大容积储罐41设置有输入阀门411和输出阀门412,大容积储罐42设置有输入阀门421和输出阀门422。
小容积储罐51和小容积储罐52,编号为A组,容积均为35L。
大容积储罐41和大容积储罐42,编号为B组,容积均为70L。
主真空罐5的容积为350L。
通过分别控制第一真空管路2和第二真空管路3阀门的开合,实现对真空热压成型模具11内真空度的控制,从而达到满足工艺曲线要求的真空度。
分10个段设定并控制储罐的阀门开闭,实现真空热压成型模具内不同时段的阶梯真空度,具体控制过程如下:
准备阶段:开启真空泵6、阀门500、小容积储罐51输入阀门511、小容积储罐52输入阀门521、大容积储罐41输入阀门411、大容积储罐42输入阀门421,使得各个真空储罐都达到初始压力。所有储罐的输出阀门保持开启。
控制阶段:
(1)真空泵6的压力分10个段,真空度逐步提高,每个段持续1分钟。所有储罐的输出阀门保持开启。
(2)储罐输出阀门。A组储罐对应的阀门和B组储罐对应的阀门交替开启1分钟,具体过程为,A组小容积储罐51输入阀门511和小容积储罐52输入阀门521开启1分钟,随后关闭;上述阀门关闭的同时,B组大容积储罐41输入阀门411和大容积储罐42输入阀门421开启,随后关闭,为第2段;B组储罐对应输入阀门关闭的同时,A组小容积储罐51输入阀门511和小容积储罐52输入阀门521开启;如此反复循环。逢阀门关闭则计数1个次,累积计数10次后工艺过程完成,系统真空泵6和所有阀门。
•实施例三:
请参考图1,一种真空热压成型用分级压力控制真空装置,包括主真空罐5、第一真空管路2、第二真空管路3,所述的第一真空管路2包含大容积储罐41和小容积储罐51以及多段连接管,所述的第二真空管路3包含大容积储罐42和小容积储罐52以及多段连接管,所述的大容积储罐41、大容积储罐42、小容积储罐51和小容积储罐52分别设置有一个真空计,第一真空管路2一端与真空热压成型的工作台面11相连,工作台面11密布抽真空孔15,台面底部汇集为真空腔体14,第一真空管路2另一端连接至主真空罐5的输出端,第二真空管路3一端连接至真空热压成型模具11的框架13上,第二真空管路3另一端连接至主真空罐5的输出端,所述的主真空罐5的输入端通过阀门500连接至真空泵6。通过分阶段提高真空泵6的真空度实现热压成型模具11内真空度的分级控制。
小容积储罐51设置有输入阀门511和输出阀门512,小容积储罐52设置有输入阀门521和输出阀门522,大容积储罐41设置有输入阀门411和输出阀门412,大容积储罐42设置有输入阀门421和输出阀门422。
小容积储罐51和小容积储罐52,编号为A组,容积均为65L。
大容积储罐41和大容积储罐42,编号为B组,容积均为130L。
主真空罐5的容积为1300L。
通过分别控制第一真空管路2和第二真空管路3阀门的开合,实现对真空热压成型模具11内真空度的控制,从而达到满足工艺曲线要求的真空度。
分10个段设定并控制储罐的阀门开闭,实现真空热压成型模具内不同时段的阶梯真空度,具体控制过程如下:
准备阶段:开启真空泵6、阀门500、小容积储罐51输入阀门511、小容积储罐52输入阀门521、大容积储罐41输入阀门411、大容积储罐42输入阀门421,使得各个真空储罐都达到初始压力。所有储罐的输出阀门保持开启。
控制阶段:
(1)真空泵6的压力分10个段,真空度逐步提高,每个段持续1分钟。所有储罐的输出阀门保持开启。
(2)储罐输出阀门。A组储罐对应的阀门和B组储罐对应的阀门交替开启1分钟,具体过程为,A组小容积储罐51输入阀门511和小容积储罐52输入阀门521开启1分钟,随后关闭;上述阀门关闭的同时,B组大容积储罐41输入阀门411和大容积储罐42输入阀门421开启,随后关闭,为第2段;B组储罐对应输入阀门关闭的同时,A组小容积储罐51输入阀门511和小容积储罐52输入阀门521开启;如此反复循环。逢阀门关闭则计数1个次,累积计数10次后工艺过程完成,系统真空泵6和所有阀门。
注:虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
Be the first to review “热隔膜成型压力控制装置”
You must be logged in to post a review.




Reviews
There are no reviews yet.